1、在鋁合金表面人工制孔或采用光收集器形式接頭,開V形坡口或采用拼焊(拼接間隙相當于人工制孔) 方法,都可以增加鋁合金對激光的吸收,獲得較大的熔深。另外,還可以利用合理設計焊接縫隙來增加鋁合金表面對激光能量的吸收(如圖1)。從圖上可以直觀的反應出,將焊縫和激光束的位置關系由圖1(a)改為圖1(b)或圖1(c),使激光束與縫壁有一定角度后,激光束能夠在縫隙內多次反射,形成一個人工小孔,增加了焊件對激光能量的吸收。
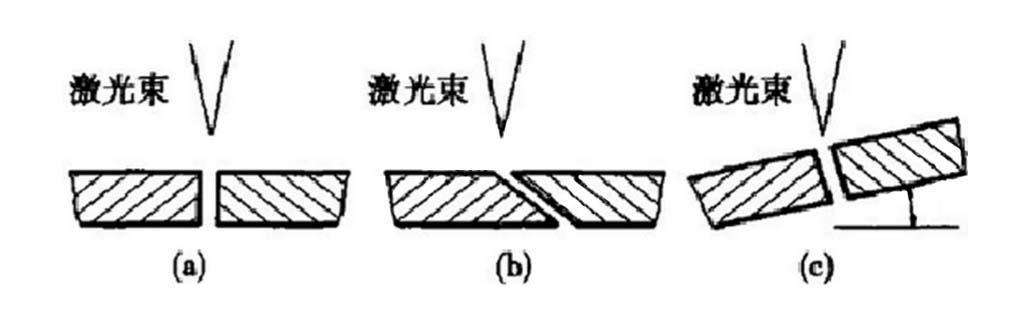
圖1 改變焊縫幾何形狀
2、 小孔的誘導和維持 小孔的誘導和維持是鋁合金激光焊接中的特有困難,這是由鋁合金材料特性和激光光學特性造成的。激光焊接的過程中,小孔可看成是鋁合金的黑體,能大大提高材料對激光的吸收率,為母材獲得更多的能量耦合,這有利于提高焊接接頭的質量。但由于鋁合金的高反射性和高導熱性,要誘導小孔的形成就需要激光有更高的能量密度。而鋁元素以及鋁合金中的Mg、Zn、Li沸點低、易蒸發且蒸汽壓大,雖然這有助于小孔的形成,但等離子體的冷卻作用(等離子體對能量的屏蔽和吸收,減少了激光對母材的能量輸入)使得等離子體本身“過熱”,卻阻礙了小孔維持連續存在。
3、激光焊接與其他傳統的焊接相比,激光焊接主要的優點是速度快、深度大、變形小,可焊接難熔材料如鈦、石英等,并能對異性材料施焊,效果良好。同時,激光焊接也存在著一定的局限性,要求焊接裝備精度,且要求光束在工件上的位置能有顯著偏移。激光器及其相關系系統的成本較高,一次性投資較大。
本文鏈接: 深入了解激光焊接機
相關鏈接:激光加工的工作原理
版權所有: 非特殊聲明均為本站原創文章
轉載請注明出處:上海銘琢銘琢激光科技有限公司交流客服QQ:2948342054
-

-
激光設備影響力推薦銘琢激光
服務至上 ● 誠信經營
- 全國服務咨詢熱線
- 18721801181

