激光焊接技術做為一種高度自動化,高效柔性化,智能化的加工技術,己經廣泛應用用于汽車制造生產領域,早在 1964年就己經應用在于薄板零件焊接中,隨著人們生產質量的提高,對汽車的安全質量關注度越來越多,其質量安全 也勢必成為消費者最為關心的內容之一,同時,激光焊接的無污染,無輻射的特點也成為各國政府支持的項目,80年 代開始,廣泛應用于汽車車身制造,下邊我們以激光焊接技術在廣汽傳奇GS4焊接實際應用為例。上海銘琢激光科技有限公司是一家集科研、開發、生產、銷售、服務研發上海激光焊接機、精密激光打孔機、金屬激光焊接機、金屬激光切割機等激光設備制造企業。擁有上海激光打字機、大功率激光焊接機等設備的專業生產廠家
一、激光技術四種激光焊接類型
1激光釬焊
以激光為熱源,利用熔點比母材料低的材料做為釬料,經過激光熔化后變為液態并潤濕母材,實現對母材間隙的填充 并與母材互相擴散結合,最終實現聯接,激光釬焊不但有利于提高產品的美觀度,而且對加強畫身的牢固度起到良好 的促進的作用。
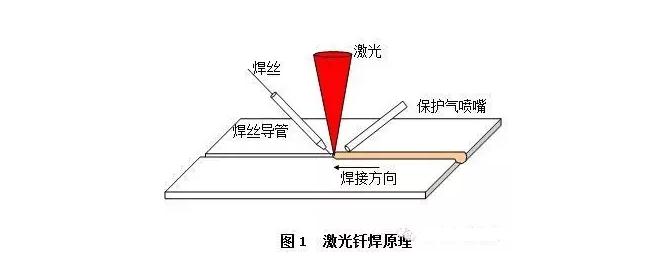
激光釬焊為目前汽車車身焊接應用廣泛的焊接工藝,它的主要優勢在于能生成光滑的表面,同時可避免熔化鋅鍍層。 其在車身上多用于以下部位:左右側圍與頂蓋接合處(取消車頂橡膠密封條,美觀且降低成本);后備箱外板上下兩部分 的結合;C柱上下兩段的結合。
2.激光熔化焊
激光熔化焊是利用激光為熱源,在兩板件角接處,各熔化兩板件部分母材(同時熔化附近焊絲填充兩板件角接處),使 其形成液體金屬,待其冷卻后,形成可靠連接的一種焊接方法 激光熔化焊具體可分為激光熔透焊、激光熔焊(不填絲)和激光熔化填絲焊等,多用于汽車頂蓋與地板等處的焊接。

3.激光遠程焊接
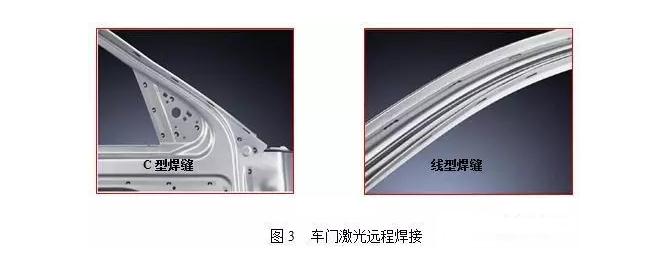
激光遠程焊接是在機器人的第六軸上安裝一個振鏡掃描頭,僅通過鏡片擺動反射,實現激光軌跡運動,而無需機器手 臂跟隨運動。激光遠程焊接系統高度柔性化,效率更高,一套系統可取代6~9套普通機器人點焊。激光頭與工件距離 超過500mm,可延長鏡頭保護玻璃的使用壽命。
與傳統的焊接工業相比,激光遠程焊接最大的優點在于能夠提高生產率,掃描頭的快速鏡片運動使得用于定位機械手 的時間大大減少,進而大幅度縮短了制造時間,與電阻點焊平均0.5個焊點/s的速度相比,激光遠程焊接的速度為3~4 個焊點/s,使激光束得到了充分利用。通過大批量生產測試,激光遠程焊接同傳統的電阻焊接相比,時間縮短了80%。 掃描式鏡頭高靈活性的另一個重要體現是焊接形狀的多樣性,如果焊縫為C字形,跟線性的焊縫相比,它的焊接速度明 顯增加。激光遠程焊接多用于汽車白車身分總成上,圖3為激光遠程焊接的部分實物。
4.激光復合焊
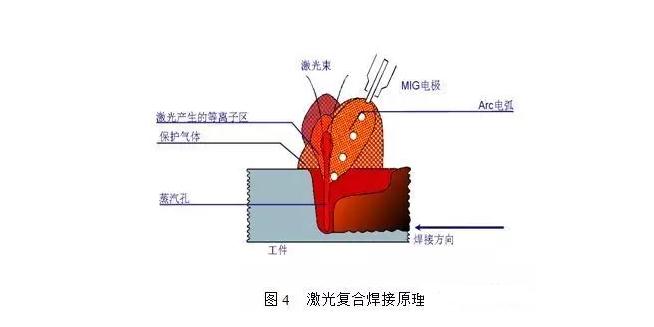
激光復合焊接主要指激光與MIG電弧復合焊接。在這種工藝中,激光和電弧相互作用、取長補短,其工藝原理如圖4所示。
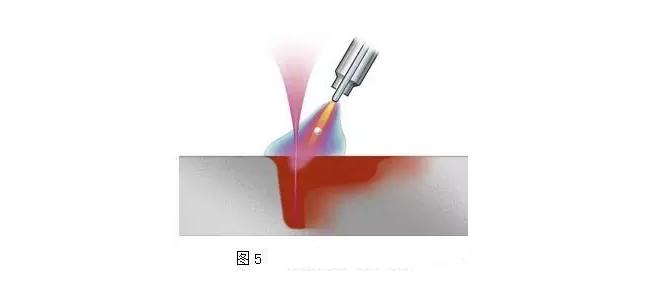
激光復合焊比激光焊更加經濟。激光-MIG焊采用激光束和電弧共同工作,焊接速度高、焊接過程穩定且熱效率高,同 時允許更大的焊接裝配間隙。激光-MIG復合焊的熔池比MIG焊的要小,熱輸入低、熱影響區小且工件變形小,大大減少 了焊后糾正焊接變形的工作。激光復合焊結合效果如圖5所示。
二、激光焊接的優勢及不足
1.激光焊接的優勢
1、可通過光纖實現遠距離、普通方法難以達到的部位多路同時或分時焊接。
2、熱量輸入小,熱影響區小,工件收縮和變形小,無需焊后矯形。
3、搭接邊較傳統點焊縮短,有利于車身輕量化及降低成本。
4、生產效率高,加工質量穩定可靠,經濟效益和社會效益良好。
5、激光束的激光焦點光斑小,功率密度高,可焊接一些高熔點、高強度的合金材料。
6、焊縫強度高,焊接速度快,焊縫窄且表面狀態好,免去焊后清理等工作。
2.激光焊接的不足
1、由于飛濺大,穿透焊的焊縫相對于釬焊更粗糙,但是強度比普通點焊要強得多。
2、焊道凝固較為快速,可能存在氣孔及脆化的缺陷。
3激光填絲焊工藝控制比較困難。激光填絲焊屬于熔焊,聚焦光斑分別照射到工件和焊絲上。熔池較小,要使不斷送進 的焊絲均勻熔化,光絲相對位置的準確控制非常重要。
4、與其他焊接方法相比,激光器及其相關系統的成本較高,前期一次性投資較大。
5、激光焊接由于激光聚焦光斑尺寸小、焊縫窄,對工件裝配精度要求高。焊件位置必須非常精確,要求光束在工件上 的位置不能有明顯偏移,務必在激光束的聚焦范圍內。若工件裝配精度或光束定位精度達不到要求,很容易造成焊接 缺陷。激光焊接對焊縫形狀的要求如圖6所示。
3、常出現的以下幾項缺憾
3.1、夾雜物:
激光焊接時,熔池凝固很快,由于偏析可能產生各種夾雜物,夾雜物是裂紋的發源地,降低了焊縫的強度使焊縫脆化,嚴重時會導致焊縫中出現裂紋。
3.2、裂 紋:
是激光焊接過程中出現的最嚴重的缺陷。導致焊接接頭開裂的主要因素有兩種:冶金因素和力學因素。激光焊接的不平衡快速加熱與快速冷卻的特征,使得整個接頭處于復雜的應力狀態,構成了接頭開裂的力學因素;激光焊接又是一系列不平衡工藝過程的綜合,在快速冶金凝固過程中,必然會出現成分分布的不均勻,低抗裂性能的淬硬組織等,它們構成了促進裂紋萌生的冶金因素。
3.3、氣 孔:
是激光焊接常見的一種缺陷,即便是致密材料,激光焊接也存在氣孔的問題。焊接鋸片刀頭這類燒結材料,焊縫中出現氣孔的可能性就更大。氣孔的形成主要有3種原因:低熔點組分的燒損、過渡層孔隙中的氣體、保護氣體的卷入。形成氣孔的機理是:熔池中的液態金屬在高溫下溶解了較多氣體,被焊過渡層孔隙中的氣體也隨之進入熔池。隨著溫度的下降,氣體溶解度下降,氣體析出。若析出的氣體上浮速度小于熔池的凝固速度,就會在焊縫內形成氣孔。 由于以上的情況對整車廠的技術及經濟實力提出了較高要求,制約了激光焊接技術在國內的廣泛應用。目前它在我國 白車身制造中的應用相對來說還比較有限,不過也有不少廠家已經有比較好的應用效果。
從上面內容可以看出,激光焊接優點遠遠超過其缺點,汽車焊接不但能提高車身的美觀度,還能提高車身加工精度與 車身的強度,為消費者提供了有力的保障,隨著激光加工技術的不斷提高,其應用范圍將進一步哨得到擴展,特別是 生活消費中的應用將有更大的發展應用空間。
上海銘琢激光科技有限公司是一家集科研、開發、生產、銷售、服務研發上海激光焊接機、精密激光打孔機、金屬激光焊接機、金屬激光切割機等激光設備制造企業。擁有上海激光打字機、大功率激光焊接機等設備的專業生產廠家
-

-
激光設備影響力推薦銘琢激光
服務至上 ● 誠信經營
- 全國服務咨詢熱線
- 18721801181

